Automotive
Versatech Increased OEE 30%
Consumer Package Goods
Oral Biotech Eliminated Scrap
Food/Beverage
Louisiana Fish Fry Increases OEE 12%
Metal Stamping
H&T Waterbury Reduced Downtime 71%
Blow Molding
Lyons Blow Molding Automated Reporting & Labeling
Implementing a production monitoring system in the distillery industry gives manufacturers the ability to meet production targets and deliver on time, without compromising quality.
The distillery industry is a dynamic and rapidly growing sector focused on producing a wide variety of spirits, including whiskey, vodka, gin, rum, and more. This industry is characterized by its intricate production processes, stringent quality standards, and the need for precise control over various stages of production. From fermentation and distillation to aging and bottling, each step requires meticulous attention to detail to ensure the final product meets the high standards expected by consumers. As demand for craft and premium spirits continues to rise, distilleries must leverage advanced technologies to maintain consistency, improve efficiency, and enhance product quality.

Monitoring solutions are key to solve potential problems as they occur and mitigate risk. Bryan Sapot, Mingo Smart Factory CEO, talks with FoodBev Magazine about the importance of solutions like Mingo in the plant.
Production monitoring in the distillery industry involves the use of technology to track, analyze, and optimize the fermentation process. This includes monitoring key parameters such as temperature, pressure, fermentation rates, and ingredient usage in real-time. By leveraging sensors, IoT devices, and integrated software systems, distilleries can gain comprehensive insights into their production lines.
These are installed at various stages of the distilling process to collect real-time data on critical parameters.
These systems integrate data from different sources and provide a centralized platform for monitoring and control.
Advanced analytics tools process the collected data to identify trends, anomalies, and areas for improvement.
Visual dashboards display real-time data, enabling quick decision-making and immediate corrective actions.


Real-time data analysis is crucial for breweries to maintain high standards of quality and efficiency. By analyzing data as it is generated, breweries can make informed decisions that enhance their production processes and product quality.
Real-time analysis is essential for maintaining the quality of spirits. Continuous monitoring of parameters such as temperature, pH levels, and alcohol content ensures that each batch meets the required standards. Immediate detection of deviations allows for quick corrective actions, preventing entire batches from being compromised and ensuring consistent product quality.
The distillery industry is subject to strict regulatory requirements regarding production and labeling. Real-time data analysis helps ensure compliance by providing accurate and up-to-date records of production processes. This traceability is crucial for audits and certifications, helping distilleries avoid legal issues and maintain their reputation.
Real-time monitoring allows distilleries to optimize their production processes by identifying inefficiencies and areas for improvement. By analyzing data continuously, manufacturers can adjust parameters to enhance yield, reduce waste, and improve overall operational efficiency. This leads to cost savings and increased profitability.
Efficient inventory management is vital in the distillery industry, where the aging process can span several years. Real-time analysis provides insights into stock levels, production rates, and demand forecasts, enabling better planning and inventory control. This helps prevent over or under production, ensuring that the supply meets the demand without unnecessary costs.

Production monitoring systems unlock significant efficiency gains for distilleries. By providing detailed insights into the production process, these systems enable distilleries to optimize their operations and reduce waste.
Production monitoring is a critical component for success in the distillery industry. By leveraging real-time data analysis, distilleries can maintain high-quality standards, ensure regulatory compliance, optimize processes, and manage inventory effectively. Implementing production monitoring systems not only enhances operational efficiency but also supports sustainable growth and profitability in the competitive landscape of the distillery industry.

Mingo Smart Factory CEO, Bryan Sapot, provides his point of view into the world of digital technology on the factory floor. Read why real-time feedback, KPIs, tracking performance, and doing so with transparency is vital in today’s manufacturing workplace.

It provides powerful and useful information that we can use to immediately impact our efficiencies.
Villari Food Gorup
A distillery manufacturer needs software to maintain competitive edge, ensure quality, and optimize efficiency in a complex and highly regulated industry. Software provides real-time monitoring and data analysis, enabling distilleries to maintain precise control over critical parameters such as temperature, fermentation rates, and alcohol content. This precision helps in producing consistently high-quality spirits while minimizing waste and reducing costs. Furthermore, software facilitates regulatory compliance by ensuring accurate record-keeping and traceability, which is essential for audits and certifications. Automation of data collection and predictive maintenance features minimize downtime and extend equipment lifespan, ensuring uninterrupted production. With enhanced visibility into production workflows, manufacturers can make data-driven decisions to continuously improve operations and meet market demands efficiently.
Many regulations require exact data about the production of food, beverage, and pet food products, and if you consider the amount of product produced on a daily basis, it can get very complicated quickly. It’s important for manufacturers to have precise data and understanding of the product being manufactured. The solution is data analytics and management.
Manufacturers have long relied on data collection through manual means – a person watching the machine to measure cycle time, calculating OEE offline, and reporting data through manually created excel spreadsheets. Those manual processes have not changed throughout the years, but as big data becomes widely adopted, data collection will need to be modernized, too. These processes will need to be automated. Not only does automation reduce mistakes and time spent on non-value-added tasks, but it increases understanding of what’s happening, in real-time. With food and beverage software, real visibility on the plant floor is possible.
There are a few examples of manufacturing productivity software in use that may help persuade you of the benefits.
Enhanced Quality Control and Consistency: Manufacturing productivity software enables distilleries to maintain consistent product quality by providing real-time monitoring and control over key production parameters. By continuously tracking variables such as temperature, pH levels, and alcohol content, the software can immediately detect deviations from optimal conditions. This allows for swift corrective actions, preventing quality issues before they escalate. Additionally, automated data collection reduces the risk of human error and ensures accurate, reliable data for quality assurance, helping distilleries meet stringent industry standards and exceed consumer expectations.
Efficient Resource Management: Productivity software helps distilleries manage resources more effectively by providing detailed insights into production processes and inventory levels. Real-time data on raw material usage, production rates, and finished goods inventory enables better planning and resource allocation. This reduces waste and ensures that production schedules align with demand, minimizing overproduction and low stocks. The software can also optimize energy consumption by identifying inefficiencies and suggesting energy-saving measures, ultimately lowering operational costs and supporting sustainability initiatives.
Predictive Maintenance and Reduced Downtime: Implementing manufacturing productivity software allows distilleries to adopt predictive maintenance strategies, significantly reducing unexpected equipment failures and downtime. The software analyzes data from machinery and equipment to identify patterns and predict when maintenance is needed. This proactive approach ensures that maintenance is performed during scheduled downtimes rather than in response to breakdowns, keeping production lines running smoothly. Predictive maintenance not only extends the lifespan of equipment but also improves overall operational efficiency, leading to increased productivity and profitability.
Understanding and evaluating the key performance indicators (KPIs) by plant, machine, metric, process, shift, etc. will help set your business apart from your competitors. With real-time, accurate analysis of virtually any distillery processing data and metrics you need, performing routine monitoring becomes simple and uncomplicated. Distillery manufacturing software provides you with the ability to eliminate the need to rely on reactive decision-making based on manual data collection. Get insights needed to:
All of the data collected can help inform decisions for future productivity with the use of automated reporting and visual dashboards. With manufacturing productivity software, you’ll be maximizing resources, unlocking valuable insights, and ensuring ongoing visibility into your factory floor. The traditional methods are transforming, evolving to help food and beverage manufacturers achieve their goals, with complete visibility. By implementing a software solution that can provide visibility, you’ll be growing leaps and bounds above the competition.
Choosing a software solution to help you increase efficiencies and improve productivity in the plant is a very unique process. You have goals you need to achieve and deadlines to meet so whichever software you choose, has to help you do that. While we encourage you to explore everything Mingo Smart Factory has to offer, you need to have an idea of what you want to accomplish before actually selecting software.
There are particular questions you need to consider before moving forward. What is your price point? Does the software fit within your budget? What is the implementation process like? Do you need someone to spearhead the project or will the company handle that? Specifically, how will it help you achieve your goals? Have they worked with manufacturers in your industry before? While these are only a few examples, there’s a lot of research that needs to be done before signing on the dotted line.
However, Mingo can provide visibility to the following industries: metal stamping, automotive, food, beverage, pet food, breweries, distilleries, etc. Mingo’s focus is not limited to one particular industry but can be applied to virtually any food manufacturing or beverage manufacturing industry. If you have any questions, please don’t hesitate to reach out to our team of manufacturing experts. We’re happy to help.
Look closely at is exactly why you were able to increase OEE. If you fully understand the mechanisms behind the increase you can determine if improvements are permanent, seasonal, or part of a larger, more complex process, etc. Knowing this information could help you make improvements in other parts of your business.
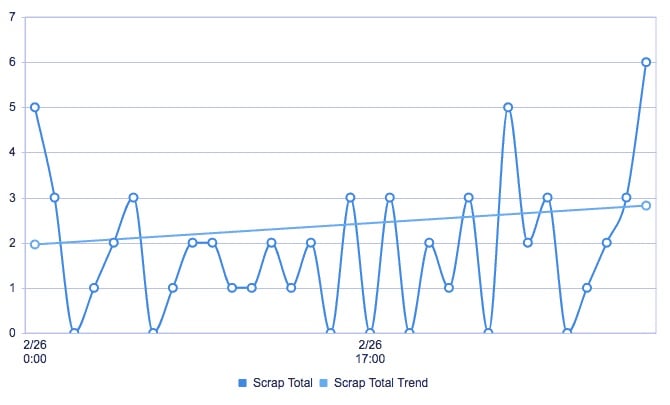
Yes, we have a mobile app designed to give you insight into the plant, even when you’re not there. Get completely configurable real-time alerts that help you understand what’s happening. Get notified, and escalate the issue as needed, when a machine is down or scrap is too higher. Alerts can be customized to the metrics you care about.
Mingo Smart Factory also has the capability to send manufacturing insights emails to provide automatic reporting. Summarizing the end of the shift, end of the day, or end of the week numbers, these emails eliminate the need for manual, tedious reporting. Additionally, scoreboards throughout the plant provide visibility at a glance, telling operators and managers alike, if they’re ahead or behind the target. Operator screens on machines, stations, or lines help operators know how they’re performing at any given moment.
Built by people who know manufacturing, Mingo Smart Factory provides the 21st century “Smart Factory” experience that manufacturers need to grow in a modern environment. See how it can help you drive revenue.
© Copyright 2025 Mingo Smart Factory » Privacy
