
Last week, we wrote a blog that received an astonishing amount of engagement. If you missed it, check out “OEE is a Flawed Metric“. It was quite an inflammatory post garnering 188 comments and more than 11,000 views on LinkedIn, as of Wednesday, September 25.
We decided writing a follow-up blog in response to “OEE is a Flawed Metric” would be a great idea. In this post, Bryan Sapot, Mingo CEO and founder will be responding to and analyzing some of the key points brought up on the LinkedIn post. Ready to go? Let’s get started.
Note: If you would like to read through the comments yourself, please visit: https://www.linkedin.com/posts/bryansapot_oee-is-a-flawed-manufacturing-metric-why-activity-6580106792775278592-ZRBd
Bring Me up to Speed. Why is OEE Flawed?
Basically, the blog post raised an issue with OEE as a performance metric because it doesn’t provide insight into why a machine is down or why quality is below standard.
We suggested OEE is a misleading metric because it can be easily misunderstood and manipulated. The true value is understanding the metrics that make up OEE – performance, availability, and quality. When you evaluate those metrics individually, you can have a better understanding of what’s happening on the plant floor.
Our conclusion is simple: OEE is, in fact, a flawed metric.
Q: Did You Expect the Blog to Receive so Much Interest?
A: Oh yeah, definitely. OEE is a very inflammatory topic in the manufacturing world. Not only that, but it is also a very misunderstood metric for three main reasons.
- Everyone has a different opinion on how to calculate OEE.
- How you set up OEE to be calculated can produce different outcomes.
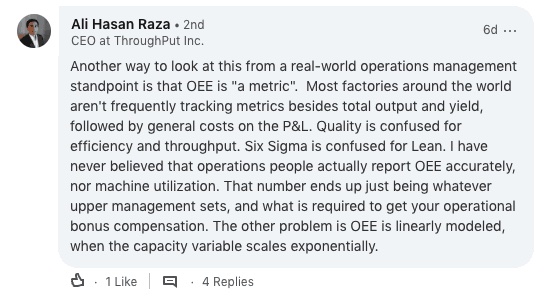
- OEE is an easy metric to exploit because it’s often tied to employee compensation which can lead to manipulations to create a better outcome.
The first and second points can go hand in hand. OEE is not a one size fits all kind of thing. How a manufacturer calculates OEE is dependent on what they want to measure or see for that particular plant, factory floor, machine, or product. Depending on those factors, OEE can produce different outcomes.
To drive that third and last point home, Ali Hasan Raza said it perfectly.
Let’s be honest, too. At this point, OEE is more of a marketing term than anything else because there are other, more detailed methods to understanding what is happening on the factory floor. But, I digress.
Q: Did the Comments Bring Up Valid Points?
A: Many, many great points were brought up. In summary, everyone said one of two things:
- Yes, OEE is flawed. Here’s an example of what should be measured instead of OEE.
- No, OEE is not flawed because it is just a number or metric that people need to understand and use in a proper context. Here’s why.
Beyond the summary, there were a couple of great comments that stood out.
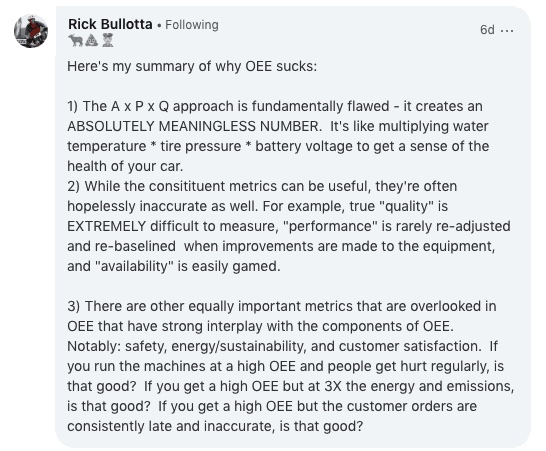
Take, for example, Rick Bullotta and Marlon Bodman’s comments which can be seen in the screenshots below. They’re saying OEE is meaningless without context, which I 100% agree with.
One of the other comments that distinctly stands out in my mind is Sergio Rossi’s comment. He talked about a methodology to increase uptime of equipment and maintenance that then started a longer conversation suggesting other metrics like TPM (Total Productive Maintenance).
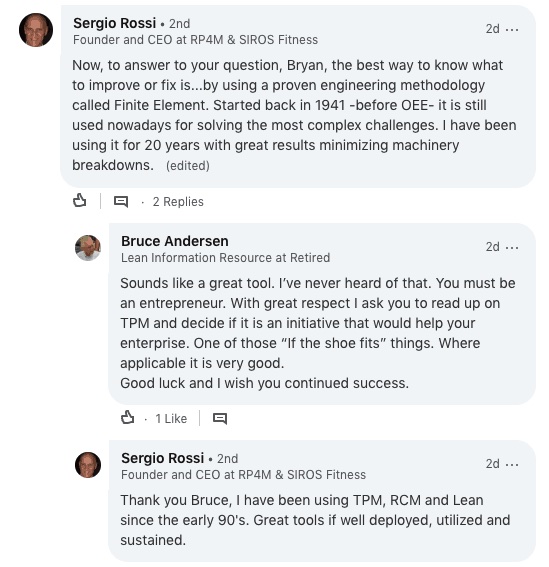
Surprisingly, there were more than a couple of comments suggesting that instead of measuring and evaluating OEE primarily, manufacturers should first establish a TPM program. Essentially, TPM is designed to increase the efficiency of the machinery, specifically relying on preventive maintenance. As John Broadbent put it, “When a majority of manufacturers say to me that they want to measure OEE, and I ask, “Do you have a formal TPM program in place?” They look at me like I’ve spoken Greek.”
Why, if OEE is so popular, are people not first utilizing a TPM program? The purpose of the system is “maintaining and improving the integrity of production, safety, and quality systems through the machines, equipment, processes, and employees that add business value to an organization.” To determine the efficiency of TPM, a manufacturer would use OEE as a measurement of that larger program.
The conversation had me interested in learning more, and hey who knows, maybe a future blog post will arise out of those TPM comments.
Another recommended a book that discussed manufacturing KPIs and I hadn’t heard of it. As soon as I read the comment, I ordered the book which should be arriving tomorrow – I’ll let you know my thoughts.
Q: So, Who Was Right?
A: At the end of the day, both parties of yes versus no are right, each in their own ways. The components of OEE make a lot of sense, separately. There were a lot of great comments that reiterated the need for context with any metric.
However, I do agree with everyone on two points.
- Capacity is a good way to look at a machine.
- You can’t measure the success of a factory with a single OEE metric since frankly, it’s not possible, and it’s too complex.
There are other things that need to be factored in like health, safety, and profitability to really evaluate the factory floor, rather than concentrate on a single number such as OEE.
Q: Do You Still Believe OEE is a Flawed Metric?
A: Absolutely yes. I think there are major flaws, however, I do still think you can make it useful – if you’re looking at the insight of what OEE is telling you rather than as an arbitrary number.
If someone were to ask me, “But, what should I do instead?”, I’d tell them one simple thing.
Determine the problem you’re trying to solve. When you start with one problem, you can determine the steps that need to be taken to correct that problem. Then, rinse and repeat. Move on to the next problem.
By saying aloud what you’re trying to accomplish, you are one step closer to accomplishing that goal. It goes back to the age-old saying, “If you can’t measure it, you can’t improve it.”
Q. Why Still Talk About OEE if it’s Flawed?
A: I had a conversation about a year ago with someone who asked, “If OEE is flawed, why do you still use it?”, and the answer is simple. It’s a great starting point for manufacturers to start collecting and analyzing data to make decisions, but honestly, it’s also a great marketing term. OEE helps get the conversation started regarding manufacturing analytics and how to do it in a way that will increase productivity and efficiency in a plant.
Not to repeat, but it’s important to note once more, OEE is a good starting point. What a manufacturer does after collecting that data is up to them, but we hope that by initiating this conversation, we can start to educate people on the need for manufacturing analytics that tells a complete story, and not just with one single metric.
