
Overall Equipment Effectiveness (OEE) is a crucial metric for manufacturers striving to enhance productivity and reduce inefficiencies. OEE quantifies how effectively a manufacturing operation is utilized, encapsulating equipment availability, performance, and product quality into a single, actionable figure. But a question often arises: Is it possible to achieve an OEE over 100%? To answer this, let’s delve into the history, standard benchmarks, and nuances of OEE.
A Brief History of OEE
OEE was first conceptualized in the 1960s by Seiichi Nakajima, a pioneer of the Total Productive Maintenance (TPM) methodology. Nakajima introduced OEE as a measure to understand and improve manufacturing productivity by identifying and eliminating waste.
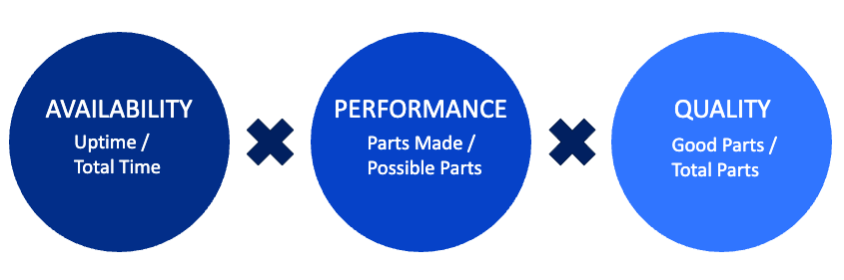
The “world-class” standard of 85% OEE emerged as a benchmark from TPM practices, representing a significant achievement in manufacturing efficiency. This target, while ambitious, was considered attainable for top-tier manufacturers striving to optimize their processes. It is broken down into three key components:
- Availability: Measures downtime losses, aiming for 90%.
- Performance: Assesses speed losses, with a target of 95%.
- Quality: Evaluates defect rates, also targeting 99%.
When these components are multiplied, they result in an overall OEE of approximately 85% (0.90 x 0.95 x 0.99 = 0.847).
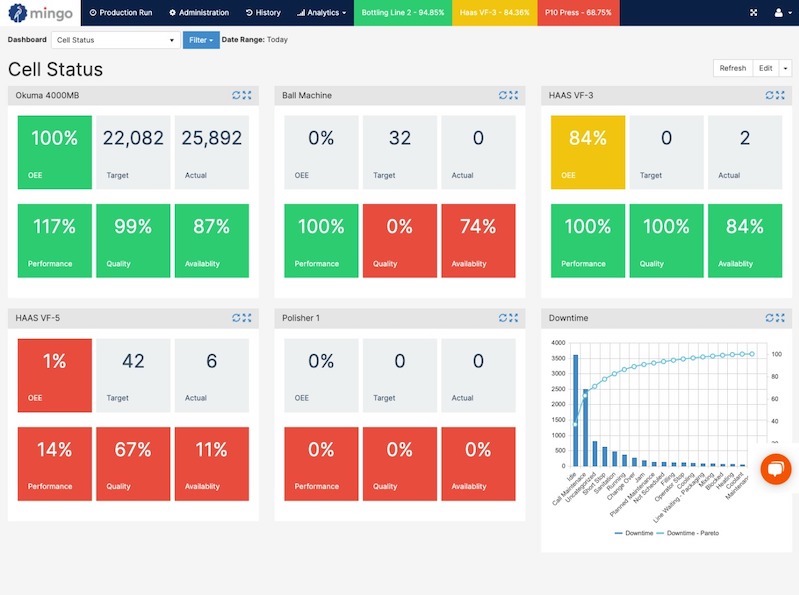
The OEE calculation is already done for you in the Mingo Smart Factory dashboard. We have also put together a helpful guide for how to calculate manufacturing KPIs like OEE within other ERP systems.
Factors to Improve OEE
Improving OEE involves addressing the losses in its three components:
- Availability: Reducing equipment downtime through preventive maintenance, rapid changeovers, and efficient scheduling.
- Performance: Minimizing speed losses by optimizing machine speeds, eliminating minor stops, and reducing idling.
- Quality: Lowering defect rates by improving process control, enhancing operator training, and utilizing higher-quality raw materials.
Implementing these improvements requires a robust understanding of current operations, which can be achieved through continuous monitoring and analysis.
Why OEE Is Not Always a Reliable Indicator of Productivity
Despite its utility, OEE has limitations and may not always be a reliable indicator of overall productivity. Here’s why:
- Context Sensitivity: OEE does not account for the complexity or variability of different production processes. What constitutes “good” performance can vary significantly between industries and even between plants within the same company.
- Focus on Equipment: OEE primarily measures equipment effectiveness, potentially overlooking other critical factors such as labor efficiency, supply chain reliability, and production scheduling.
- Gaming the Metric: There is a risk of manipulating OEE figures by prioritizing easy wins or setting lower production targets, which can create a false sense of improvement without addressing underlying issues.
Thus, while OEE is valuable, it should be considered alongside other key performance indicators (KPIs) to get a holistic view of productivity.
The Role of Production Monitoring in Identifying Areas of Growth
Modern production monitoring systems play a pivotal role in identifying growth opportunities and enhancing OEE. These systems provide real-time visibility into manufacturing operations, enabling managers to:
- Identify Bottlenecks: By continuously tracking machine performance and downtime, production monitoring systems can pinpoint bottlenecks that impede production flow.
- Analyze Data: Advanced analytics can identify patterns and trends, helping to diagnose chronic issues and uncover root causes.
- Improve Decision-Making: With real-time data, managers can make informed decisions quickly, implementing corrective actions to improve OEE components effectively.
- Enhance Predictive Maintenance: Predictive maintenance strategies, driven by data from production monitoring systems, can preempt equipment failures, thereby improving availability and overall OEE.
Can OEE Exceed 100%?
Mathematically, OEE is capped at 100%. However, instances where calculated OEE exceeds 100% typically arise from incorrect data inputs or misinterpretations of the formula. An OEE over 100% would suggest that a machine is operating beyond its theoretical maximum efficiency, which is not feasible. Instead, striving for continuous improvement within realistic bounds is the key to achieving and sustaining high levels of OEE.
While achieving an OEE over 100% is not possible, consistently aiming to improve each component of OEE within practical limits is the pathway to enhanced manufacturing efficiency. Utilizing production monitoring tools, alongside a comprehensive understanding of OEE, can help manufacturers identify and seize opportunities for growth, driving them closer to the world-class benchmark of 85% OEE and beyond.
Ready to get started? Take the Mingo Smart Factory Maturity Assessment to get an idea of how production monitoring can take your optimization to the next level. Talk to an expert or check out a demo today.
